Odzysk energii z osadów ściekowych stanowi duże wyzwanie, wybór metody odzysku wymaga rozważenia wielu aspektów. Przedstawiamy technologię fermentacji metanowej.
Nieodłącznym efektem urbanizacji oraz wzrostu liczby ludności jest zwiększenie zapotrzebowania na energię. W ostatnich latach duży nacisk kładzie się na jej produkcję z surowców odpadowych, w tym osadów ściekowych. Możliwość odzysku wielu cennych surowców (np. azotu, fosforu, bioplastiku, metali ciężkich, enzymów) oraz energii sprawia, że wytwarzane w toku oczyszczania ścieków osady ściekowe coraz częściej postrzegane są nie jako uciążliwe odpady, ale wartościowy surowiec [1]1. Różne technologie wykorzystywane są do odzysku energii z osadów ściekowych (rys. 1). W artykule skupiono się na trzech alternatywnych rozwiązaniach do spalania: fermentacji metanowej, pirolizie oraz zgazowaniu.
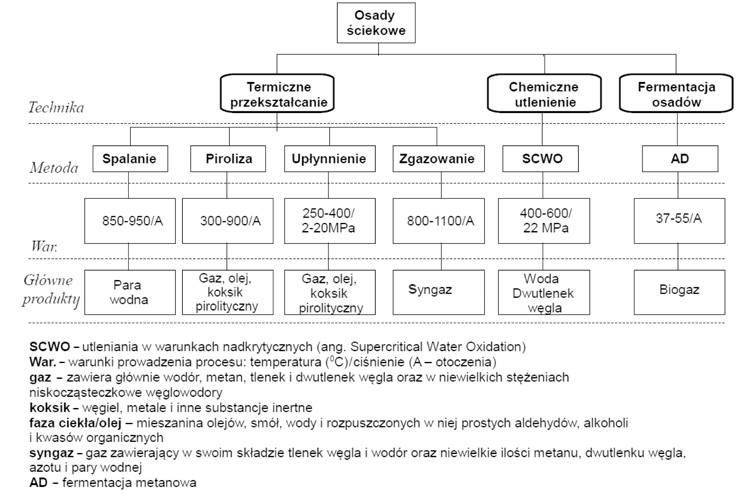
Rys. 1. Metody odzysku energii z osadów ściekowych [2], [3]
Odzysk energii z osadów ściekowych. Fermentacja metanowa
W fermentacji metanowej biodegradowalna materia organiczna zawarta w osadach ściekowych w warunkach beztlenowych przy udziale mieszanej populacji mikroorganizmów przekształcana jest w biogaz. Szacuje się, że z 1 kg usuniętej zawiesiny organicznej zawartej w osadach ściekowych można pozyskać od 0,75 do 1,12 m3 biogazu, a w przeliczeniu na osobę w ciągu doby jego ilość waha się w zakresie od 0,03 do 0,04 m3/d [4]

Fot. Przemysłowa oczyszczalnia ścieków. stock.adobe / antic
Z kolei współczynnik produkcji metanu dla osadów ściekowych podawany w literaturze waha się w zakresie od 80 do 377 m3/Mg suchej masy organicznej (s.m.o,), a jego wartość zależy głównie od rodzaju wsadu kierowanego do komór fermentacyjnych, czasu fermentacji oraz temperatury, w jakiej proces jest prowadzony. Typowy biogaz pozyskiwany z komór fermentacyjnych osadów ściekowych oprócz metanu (55-70%) oraz dwutlenku węgla (30-45%) zawiera dodatkowo niewielkie ilości azotu (0-3%), pary wodnej (5-10%), tlenu (0-1%), siarkowodoru (0-10 tys. ppmv), amoniaku (0-100 ppmv węglowodorów (0-200 mg/m3) i siloksanów (0-41 mg Si/m3) [5], Wartość opałowa biogazu zależy od zawartości w nim metanu i waha się w zakresie od 13 do 23 MJ/m3 [1], [6]. Stosując jednak metody uszlachetniania biogazu polegające na usunięciu z niego ww. zanieczyszczeń, można zwiększyć jego wartość opałową do poziomu 35,7 MJ/m3, czyli do zbliżonej do gazu zmiennego [6], Działanie takie nie tylko obniża koszty transportu i kompresji gazu, ale także minimalizuje ryzyko korozji stalowych elementów instalacji, a co więcej prowadzi do pozyskania cennego paliwa o wysokiej (ponad 90%) zawartości metanu, tzw. biometanu (bio- -CNG – ang. bio-oompressed natural gas – gaz w postaci sprężonej do ciśnienia 20-25 MPa (2900-3600 psi)). Można go z powodzeniem stosować jako paliwo do zasilania urządzeń kogeneracyjnych do produkcji ciepła i energii elektrycznej, a także jako paliwo do pojazdów lub jako substytut dla gazu ziemnego wprowadzać do sieci gazowej (w celu zapobiegania korozji urządzeń Szwecja, Francja, Szwajcaria, Niemcy, Holandia oraz Austria wprowadziły własne uregulowania prawne w zakresie charakterystyki biometanu, jaki może być wprowadzany do sieci gazowej) [7-9]. Uzdatnienie biogazu nie tylko pozwala na obniżenie emisji gazów cieplarnianych, ale również oferuje inne korzyści środowiskowe. Spalanie biometanu w silnikach pojazdów zmniejsza emisję węglowodorów, tlenków azotu i tlenku węgla w porównaniu ze spalaniem benzyny lub oleju napędowego [8].
Zobacz: Gospodarka wodno-ściekowa i zarządzanie wodami opadowymi w dużym zakładzie przemysłowym

© Countrypixel – stock.adobe.com
Stosowane obecnie komercyjnie technologie uszlachetniania biogazu bazują głównie na trzech mechanizmach usuwania zanieczyszczeń: adsorpcji, absorpcji (fizycznej i chemicznej) oraz zastosowaniu procesów membranowych. Stosunkową nową technologią jest separacja kriogeniczna (tab. 1) [8], [10].
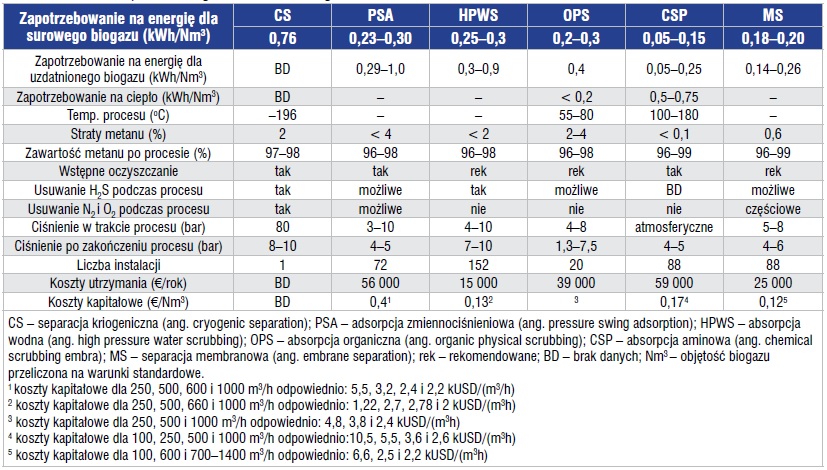
Tab. 1. Porównanie różnych technologii uszlachetniania biogazu [8], [10]
Głównymi ograniczeniami w stosowaniu technologii uszlachetniania biogazu są wysokie koszty duże zużycie energii elektrycznej i brak mechanizmów wsparcia inwestorów, jak to ma miejsce w przypadku energii solarnej czy energii pozyskiwanej z wiatru [7].
Niestety tylko 50% substancji organicznej zawartej w osadach ściekowych ulega rozkładowi w warunkach beztlenowych. Niski stopień degradacji substancji organicznej obok długiego czasu zatrzymania (20-30 dni) są głównymi czynnikami limitującymi efektywność stabilizacji beztlenowej osadów ściekowych [11], [12]. Z tego względu badania obecnie się skupiają na intensyfikacji procesu fermentacji, a proponowane działania w tym zakresie można sklasyfikować w sześciu głównych obszarach: 1) optymalizacja parametrów pracy komór fermentacyjnych; 2) wstępne kondycjonowanie wsadu; 3) kofermentacja; 4) dozowanie do komór fermentacyjnych odpowiednio dobranych dodatków (np. zeolity, węgiel aktywny, biowęgiel); 5) opracowywanie nowych rozwiązań konstrukcyjnych bioreaktorów; 6) wykorzystanie inżynerii genetycznej do modyfikacji materiału biologicznego, np. enzymów, metanogenów [13].
Jedną z opcji pozwalających na zwiększenie podatności na biodegradację osadów, a co za tym idzie zwiększenie współczynnika konwersji materii organicznej oraz poprawę produkcji biogazu jest kondycjonowanie osadów ściekowych przed wprowadzeniem ich do komór fermentacyjnych. W zależności od charakteru czynnika kondycjonującego metody te można podzielić na mechaniczne, chemiczne, biologiczne oraz termiczne (tab. 2).
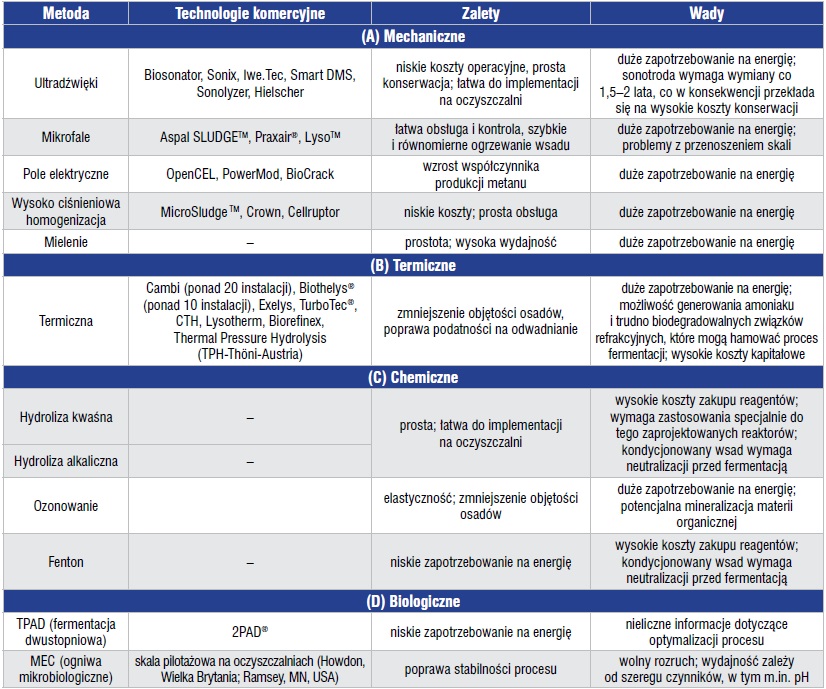
Tab. 2. Podział metod wstępnego kondycjonowania osadów ściekowych [15], [16]
Jak podaje Carrere [14], po implementacji rozwiązania na oczyszczalni ścieków możliwy jest wzrost współczynnika produkcji biogazu w zakresie od 10 do 50%.
Intensyfikacja procesu fermentacji metanowej możliwa jest również na drodze kofermentacji, czyli wspólnej fermentacji osadów ściekowych z innymi odpadami organicznymi, np. z odpadową żywnością, selektywnie zbieraną organiczną frakcją odpadów komunalnych, odpadami z cukrowni czy odpadami z ubojni zwierząt, w tym osadami z separatorów tłuszczów [17], Doprowadzenie dodatkowego kosubstratu do komór fermentacyjnych pozwala nie tylko na poprawę stabilności procesu, ale także bilansu nutrientów we wsadzie, ilorazu C/N, zwiększenie zawartości biodegradowalnych frakcji, a także, jak dowodzą niektóre publikacje, pozwala na obniżenie emisji gazów cieplarnianych oraz obniżenie kosztów prowadzenia procesu [18]. Próby prowadzone w pełnej skali wykazały, że implementacja rozwiązania pozwala na zwiększenie produkcji energii od 0,5 do 20 kWh/(RLM•rok) [19], a co więcej, może prowadzić do uzyskania przez oczyszczalnie
ścieków samowystarczalności energetycznej (tab. 3).
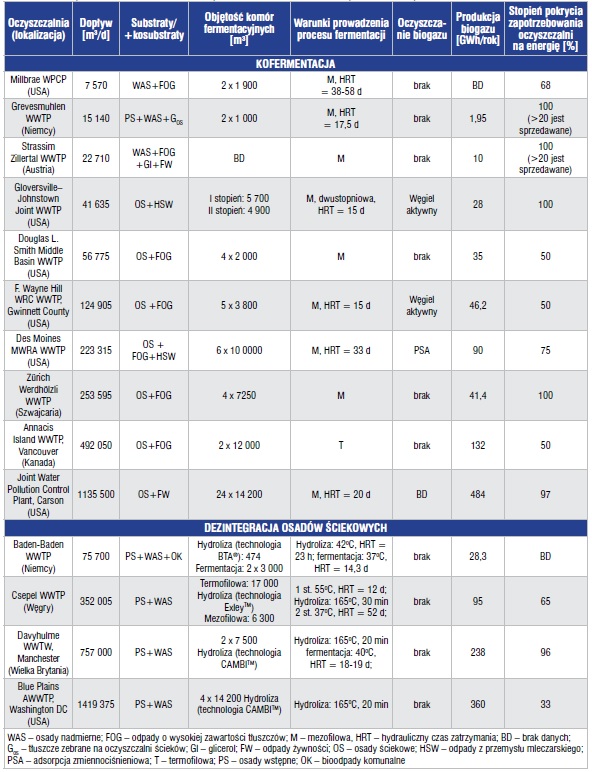
Tab. 3. Stopień pokrycia zapotrzebowania na energię oczyszczalni ścieków po wdrożeniu różnych metod intensyfikacji procesu fermentacji metanowej [20]
dr inż. Anna Grosser
Politechnika Częstochowska
Sprawdź też: Woda wyzwaniem w planowaniu miast





