W przypadku rurociągów magistralnych, których koszty są ogromne, warto ponieść koszty badań w celu obniżenia nakładów na wykonawstwo dzięki złagodzeniu kryteriów jakościowych.
W praktyce do określania wymagań jakościowych dla połączeń spawanych stosowana jest norma PN-ISO 5817 [1] oraz inne – przedmiotowe – pochodne od niej. Główną zasadą jest to, że wymagania przedstawione w nich mają charakter arbitralny i określane są wg stanu aktualnej techniki (materiały, technologia oraz wykrywalność metodami nieniszczącymi – NDT). Stały postęp w wymienionych kategoriach tworzy możliwości zaostrzania kryteriów jakościowych, niekoniecznie uzasadnionych realną potrzebą wynikającą z konieczności zabezpieczenia warunków eksploatacji i bezpieczeństwa konstrukcji. Pomimo wszystko jakość kosztuje i w wielu przypadkach można zadać pytanie, czy jest to do końca uzasadnione. Z drugiej strony również dynamiczny postęp w badaniach materiałowych, konstrukcyjnych i eksploatacyjnych prowadzi czasami do odmiennych wniosków. Okazuje się, że dla zabezpieczenia wymaganych warunków eksploatacji można złagodzić kryteria jakościowe. Krytyczne podejście inżynierskie (ECA – ang. Engineering Critical Assesment) to specyficzna metoda kształtowania wymagań jakościowych metalowych konstrukcji inżynierskich. Najpowszechniej stosowane jest w przypadku konstrukcji spawanych. Od wielu lat stosowane są metody, za pomocą których można wyznaczyć wymagania jakościowe na podstawie warunków eksploatacyjnych. W artykule pt. „Krytyczne podejście inżynierskie jako narzędzie do analizy wymagań jakościowych konstrukcji spawanych” opisano wspomnianą metodę wg ECA. Praktycznym wymiarem idei ECA są procedury badawczo-obliczeniowe, których celem jest określenie wymagań wynikających z rzeczywistych warunków eksploatacyjnych i ewentualnych zagrożeń. Służą temu normy, w których zestawiono odpowiednie procedury dla realizacji celów ECA, a przykładem może być norma API 1104 [2]. Przedstawiono w niej procedury dla wyliczania dopuszczalnych wymiarów niezgodności w odniesieniu do rurociągów magistralnych. Procedury dotyczą wyliczania wymiarów niezgodności w spoinach obwodowych, przyjmując, że spoiny te są najbardziej narażone na oddziaływania występujące podczas montażu, eksploatacji i oddziaływań środowiskowych. Przyjęto trzy procedury dla wyznaczania wymiarów dopuszczalnych niezgodności.

Fot. stock.adobe / tomas
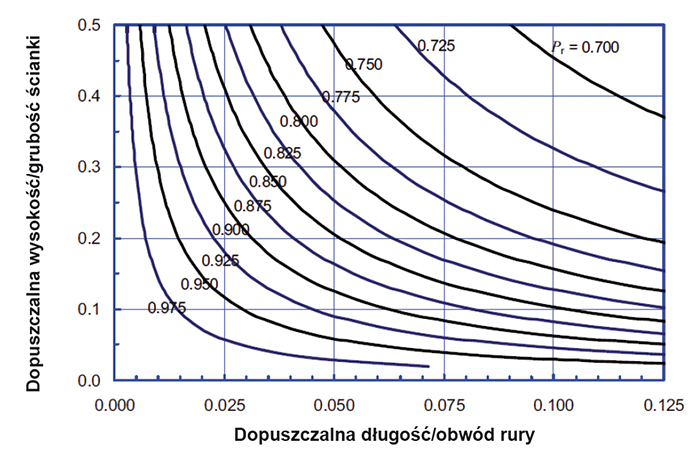
Pierwsza procedura jest oparta na kryterium kruchego pękania w postaci CTOD (ang. Crack Tip Opening Displa- cement – rozwarcie wierzchołka szczeliny pęknięcia). Parametry CTOD wyznacza się w sposób eksperymentalny dla materiału spoiny i strefy wpływu ciepła. Według tych parametrów wybiera się odpowiedni wykres z normy [2], za pomocą którego wyznacza się wymiary maksymalnych wad spawalniczych (rys. 1). Na wykresie wpływ oddziaływań reprezentowany jest przez rodzinę krzywych. Krzywe te są dobierane w zależności od danego współczynnika krzywej Pr, będącego stosunkiem wartości maksymalnego naprężenia osiowego od wszystkich oddziaływań σa do naprężenia płynięcia plastycznego σf wyliczanego wg normy. Jak widać, dopuszczalne wymiary niezgodności spawalniczych zależne są od warunków eksploatacyjnych.
Czytaj też:
- Nietypowe metody posadowienia rurociągów
- Gazociąg do naprawy
- Budowa gazociągu Strachocina-granica RP
- Budowa gazociągu do EC Żerań
Druga procedura bazuje na analizie krzywej FAD (Failure Assesment Diagram), którą się buduje przez wyznaczenie zależności parametru kruchego pękania Kr od wielkości określającej odporność na utratę stateczności na skutek plastycznego zaklęśnięcia Lr. Wykres FAD przedstawiono na rys. 2.
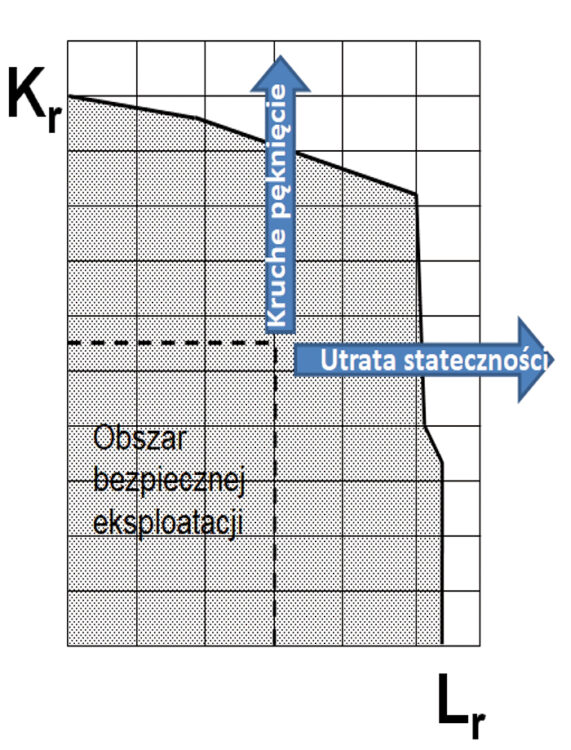
Rys. 2. Wykres FAD wyznaczony dla warunków określonych przez krytyczne parametry Kr i Lr
Krzywa FAD jest miejscem geometrycznym punktów w przestrzeni określonej kategoriami naprężeń i ciągliwości (odporności na kruche pękanie) w stanach krytycznych. W tym celu trzeba wykonać badania CTOD i posługując się procedurami wg normy, wyliczyć parametry Kr dla warunków, w których następuje kruche pęknięcie. Parametry Lr wyznacza się również za pomocą procedur obliczeniowych z normy, wykorzystując dane dotyczące oddziaływań wynikających z obciążeń eksploatacyjnych, środowiskowych i innych przewidzianych przez projektanta oraz własności wytrzymałościowych materiału rury dla warunków zainicjowania utraty stateczności – wspomnianego plastycznego zaklęśnięcia. Na rys. 2 szare pole przedstawia obszar bezpiecznej eksploatacji. Wszystkie zatem niezgodności, których wymiary i w konsekwencji po przeliczeniu ich na parametry Kr i Lr mieszczą się w obszarze FAD, są dopuszczalne. Z doświadczenia wynika, że wymiary niezgodności określonych przez parametry krytyczne są większe od dopuszczalnych wymiarów niezgodności wg normy [1].

 |
prof. dr inż. Piotr Sędek Sieć Badawcza Łukasiewicz – Instytut Spawalnictwa |
Literatura
1. PN-ISO 5817 Spawanie. Złącza spawane ze stali, niklu, tytanu i ich stopów (z wyjątkiem spawanych wiązką). Poziomy jakości według niezgodności spawalniczych.
2. API 1104 Welding of Pipelines and Related Facilities załącznik A (normatywny) Alternative Acceptance Standards for Girth Wells, wyd. 21, 2013.





