Południowa Obwodnica Warszawy to największa inwestycja drogowa realizowana aktualnie w stolicy. Trasa ma dwa szczególne obiekty inżynieryjne – tunel pod linią metra oraz most na Wiśle. Przedstawiamy szczegółowy opis deskowań na moście łączącym warszawski Wilanów z Wawrem.
Południowa Obwodnica Warszawy to część trasy S2 biegnąca od węzła Puławska do węzła Lubelska. W ramach realizacji inwestycji powstaje 1,5-kilometrowy most, który połączy warszawski Wilanów z Wawrem. Został podzielony na trzy niezależne konstrukcyjnie obiekty: MG04-01 położony od strony Wilanowa, most główny MG04-02 i MG04-03 znajdujący się po stronie dzielnicy Wawer. Nowy obiekt będzie najdłuższą przeprawą stolicy. Generalnym wykonawcą inwestycji jest konsorcjum firm GP Mosty: Gülermak Agir Sanayi Insaat ve Taahhüt, A.S. Oddział w Polsce oraz Przedsiębiorstwo Budowy Dróg i Mostów Sp. z o.o. Na potrzeby realizacji inwestycji ULMA zaprojektowała oraz dostarczyła deskowania do wykonania fundamentów, filarów, przyczółków oraz segmentów startowych w części nurtowej i deskowania ustroju nośnego po stronie Wilanowa.
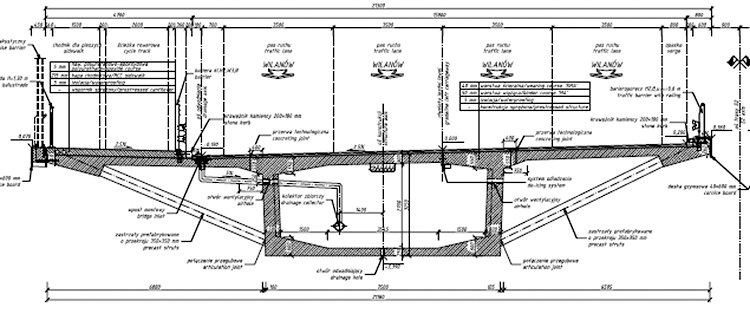
Rys. 1. Geometria ustroju nośnego
Deskowanie przyczółków i fundamentów zaprojektowano w systemie inwentaryzowanym Primo, natomiast filary realizowano przy użyciu indywidualnych form w systemie DSD poszytych sklejką.
Betonowanie segmentu startowego podzielono na cztery etapy: betonowanie płyty dennej, betonowanie ścian z poprzecznicami do wysokości 2,6 m od wierzchu płyty dennej, betonowanie pozostałej wysokości ścian i poprzecznic oraz betonowanie płyty jezdnej.

Fot. 1. Deskowanie filarów

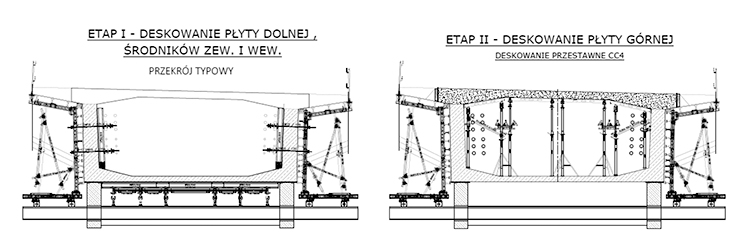
Fot. 2. Deskowanie segmentu startowego etap I (płyta dolna + środniki)
Deskowanie płyty dennej zaprojektowane zostało z rusztu z rygli stalowo-drewnianych DSD/HT, poszytych sklejką o grubości 21 mm i połączonych klamrami DSD. Deskowanie ścian i poprzecznic zostało wykonane w systemie dźwigarkowym DSD/HT20. Blaty deskowania podzielono na dwa etapy, w zależności od wysokości betonowania. Blaty wewnętrzne po wykonaniu pierwszego etapu betonowania demontowano, a następnie ustawiane były nowe, potrzebne do wykonania drugiego etapu betonowania.

Fot. 3. Deskowanie segmentu startowego etap II (płyta górna)
Zobacz też: Prace fundamentowe na Południowej Obwodnicy Warszawy
Blaty deskowania wewnętrznego i zewnętrznego połączone są ze sobą za pomocą standardowych złączy DSD na kliny, pozwalających na regulację połączenia między blatami. Deskowanie płyty jezdnej obejmowało deskowanie wsporników, deskowanie między ścianami oraz deskowanie dewiatora (niskich pylonów, których zadaniem jest odpychanie kabli). Deskowanie wsporników zostało wykonane w systemie dźwigarkowym HT20, układanym na kratownicach systemu MK, które oparte zostały na szybkich i łatwych w montażu wieżach T-60. W systemie dźwigarkowym HT20 zostało również zaprojektowane deskowanie płyty jezdnej. Drewniane belki tworzą ruszt górny i dolny, ustawiany bezpośrednio na wieżach podporowych T-60, które dodatkowo stanowią podparcie dla zastrzałów wewnątrz skrzynki. Z kolei deskowanie dewiatora zostało oparte na wspornikach BMK, wieszanych na krążkach wspornikach, które montowane były na wcześniej zatopionych w betonie tulejach. Na wspornikach usytuowane są wieże z systemu T-60, stanowiące podparcie dla dewiatora.
Przekrój poprzeczny estakady dojazdowej to jednokomorowa sprężona skrzynka ze wspornikami podpartymi za pomocą prefabrykowanych, żelbetowych zastrzałów. Jej wysokość konstrukcyjna wynosi 3,25 m na całej długości obiektu. Skrzynka razem z krótkimi wspornikami o wysięgu 40 cm wykonywana jest metodą nasuwania podłużnego. Docelowe wsporniki skrzynki oparte są na zastrzałach prefabrykowanych i betonowane w drugim etapie po nasunięciu skrzynki.
Deskowanie podłogi samoopadowej, zwanej uchylną, pozwala na samoczynne odspojenie deskowania od betonu podczas wysuwania każdego pojedynczego segmentu.

Fot. Fot. 4. Stanowisko nasuwania podłużnego
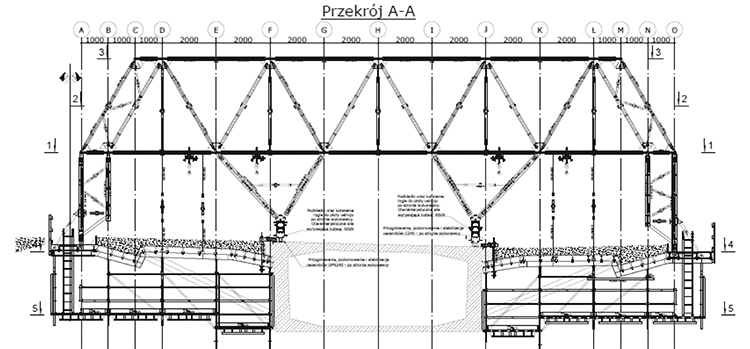
Rys. 2. Deskowania stanowiska nasuwania

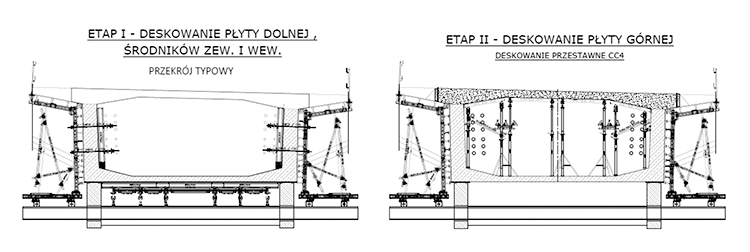
Fot. 5. Deskowanie etap I (płyta dolna)

Fot. 6. Deskowanie etap I (skrzydła i środniki zewnętrzne)
Sprawdź: Deskowania z systemem wózków przejezdnych na budowie Zakopianki
Rama nośna konstrukcji wykonana jest z elementów systemowych MK i podpór E.
Do stabilizacji podłogi służy układ sterowniczy składający się ze zderzaka i napinacza. Podczas wysuwania poszczególnych segmentów ruch posuwisty powoduje przemieszczenie konstrukcji podłogi do 15 cm z jednoczesnym opadem rzędu 3-5 cm.
Deskowanie zewnętrzne zaprojektowano, stosując rygle MK i belki HT, i zamocowano do stalowego rusztu stanowiska nasuwania. Podstawowymi elementami są podpory E i zespół ślizgu. Proces odspojenia deskowania odbywa się przez skręcenie korpusu podpory poziomej w ramie ślizgu, w wyniku czego skróceniu ulegają gwintowane trzpienie.
Na deskowanie środników składały się 3-metrowe segmenty, wykonane w systemie dźwigarkowym DSD/HT20, poszyte sklejką szalunkową.

Fot. 7. Deskowanie etap I (środniki wewnętrzne)

Fot. 8. Deskowanie etap II (płyta górna)
Do realizacji części środkowej ustroju nośnego poszczególnych segmentów firma ULMA zaproponowała deskowanie panelowe CC-4, które zapewniło efektywną rotację sprzętu na budowie.
Zobacz: Deskowania firmy ULMA na budowie obiektu 21 w ciągu drogi ekspresowej S7
Kolejny etap obejmuje wsporniki zewnętrzne skrzyni. Do jego realizacji wykorzystano wózek przejezdny zaprojektowany na bazie systemu MK, który składa się z siedmiu płaskich, stężonych przestrzennie kratownic o rozpiętości 22 m. Do kratownic MK podwieszone zostało deskowanie poziome wsporników, dodatkowo wyposażone w podesty robocze wykonane z rusztowania BRIO. Na całość konstrukcji wózka składają się: kratownice główne, podstawy kratownic, podwieszone kratownice boczne, profile bazowe, rygle HEB200 z dźwigarkami i rusztowaniem, system hydrauliczny oraz elementy dodatkowe, m.in. elementy do podwieszenia deskowania czy rygle DSD. Przejazd wózka umożliwiają rolki mostowe zamocowane do profili bazowych poprzez kieszenie rolek. 13-metrowy wózek realizuje segmenty o długościach 11,5 m. Deskowanie zostało także wyposażone w trzy układy hydrauliczne, dzięki którym prace związane z obsługą deskowania przebiegają sprawnie i bezpiecznie. Układ hydrauliczny do niwelacji zamontowano przy profilach stalowych w podstawie wózka, a układ umożliwiający przemieszczanie konstrukcji, składający się z siłowników wyposażonych w specjalne głowice, przy profilach bazowych na tyle wózka. Głowice, które współpracowały z szyną prowadzącą, pozwalały na przemieszczanie wózka. Ostatni układ hydrauliczny posłużył do obsługi deskowania poziomego wsporników. Siłowniki, które zamontowano przy podwieszeniu deskowania poziomego, pozwoliły na sprawne otwieranie oraz zamykanie deskowania.
Rys. 3. Deskowanie wózka przejezdnego

Fot. 9. Wózek przejezdny (deskowanie wspornika – faza betonowania)
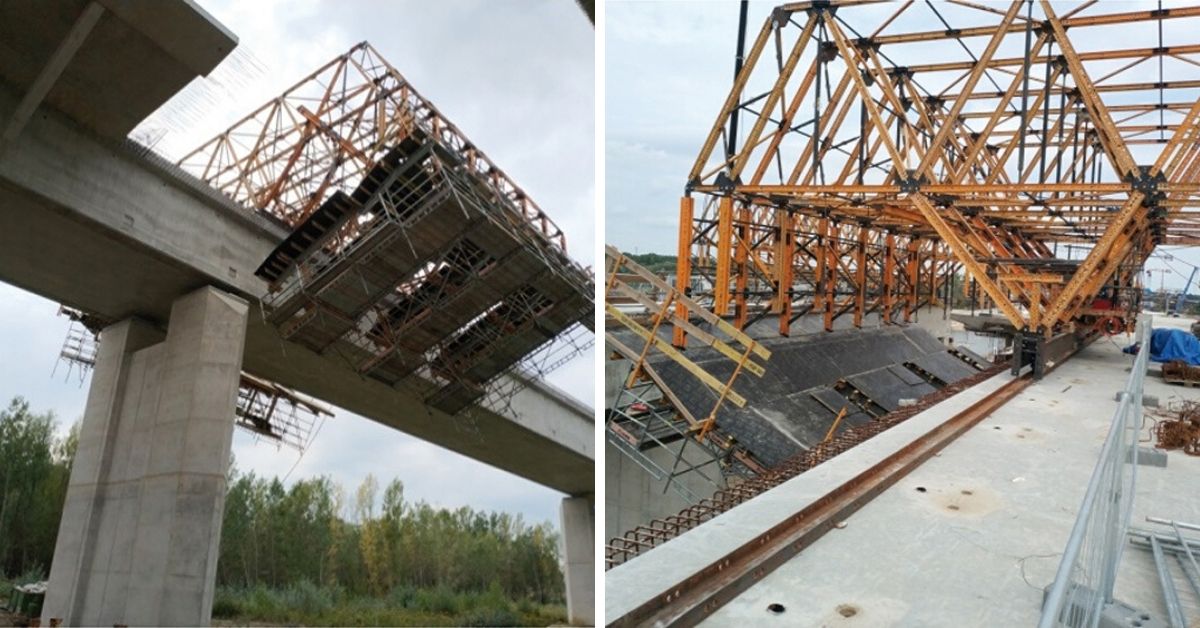
Fot. 10. Wózek przejezdny (deskowanie wspornika – faza otwarcia)
Realizacja wykazała, że doświadczenie, profesjonalny sprzęt i wsparcie ze strony inwestora na każdym etapie inwestycji gwarantuje optymalne i kompleksowe rozwiązania dla każdego obiektu mostowego, bez względu na stopień skomplikowania i złożoność projektu.
Izabela Tomczyk, kierownik Zespołu Projektowego ULMA Construccion Polska S.A.
Czytaj: Analiza techniczno-ekonomiczna systemów deskowań





