Prace deskowaniowe należą do najbardziej pracochłonnych i kosztotwórczych procesów w robotach betonowych. Programy informatyczne, wspomagające pracę projektantów, oferowane przez producentów deskowań, umożliwiają racjonalne rozmieszczenie urządzeń formujących w 2D i 3D, dokonują zestawienia niezbędnych elementów deskowania oraz podają koszt ich zakupu lub dzierżawy. W artykule zaproponowano model matematyczny, umożliwiający optymalizować dobór deskowań podczas wykonywania ścian i słupów w budynku.
W robotach monolitycznych prace związane z deskowaniem konstrukcji są procesem najbardziej kosztotwórczym i pracochłonnym. Właściwie dobrany system deskowania w sposób znaczący wpływa na zmniejszenie kosztów robót oraz przyczynia się do sprawnej realizacji całego obiektu. Według analiz danych kosztorysowych [9,10] podczas realizacji monolitycznych ścian piwnic budynku mieszkalnego, wielorodzinnego nakłady robót deskowaniowych sięgają od 45% do 65% całkowitych kosztów związanych z wykonaniem ścian. Obecnie, na rynku budowlanym mamy kilkunastu producentów deskowań, a każdy z nich, w swojej ofercie posiada kilka systemów deskowań ściennych. W tej dużej ilości propozycji projektantowi (wykonawcy) trudno jest dokonać wyboru racjonalnego bez szczegółowej analizy systemów. Prawie każdy producent deskowań w swojej ofercie posiada także komputerowe programy ułatwiające dobór elementów do zadeskowania rozpatrywanego fragmentu konstrukcji.
W wymienionych programach jako kryterium doboru systemu deskowań najczęściej przyjmuje się minimum typów elementów deskowaniowych co odpowiada maksymalnej powtarzalności elementów [10]. Istotną wadą tych programów jest ich ograniczoność do wycinkowej, jednokryterialnej analizy doboru deskowań oraz brak przedstawienia rozwiązań wariantowych. Analiza przeprowadzana z ich pomocą ogranicza się do zestawienia płyt i akcesoriów oraz obliczeń kosztów zakupu lub dzierżawy deskowań.
Poniżej przedstawiono model matematyczny umożliwiający, dla określonego obiektu, przeprowadzenie wariantowej analizy doboru urządzeń formujących z uwzględnieniem różnych systemów deskowań oraz warunków technologicznych i organizacyjnych realizacji budowy.


Rys. 1 Pojedynczy panel systemu deskowań wielkowymiarowych ramowych Mega-NOE: a) w stanie złożonym – na czas transportu, b) w stanie rozłożonym
Czynniki wpływające na dobór deskowań
Czynniki mające wpływ na wybór deskowań dzielimy na cztery grupy. Każda z grup jest charakteryzowana przez wielkości parametrów przynależne danemu systemowi deskowań [1,4,7,8,9,10,16].
a) techniczne:
– nośność deskowania,
– ciężar podstawowego elementu systemu,
– technologiczność systemu;
b) organizacyjne:
– cykl procesu (inwestycyjnego),
– warunki lokalizacji budowy,
– logistyka na placu budowy,
– pora roku;
c) ekonomiczne:
– koszty robocizny,
– koszty zakupu (dzierżawy);
d) środowiskowe:
– stopień recyklingu elementów deskowaniowych ,
– bezpieczeństwo, ergonomiczność,
– brak negatywnego oddziaływania na środowisko, na obsługującą załogę – stosowanie oddolnego sposobu betonowania nie wymaga wibrowania mieszanki.

Fot. 1 Przyrząd do bieżącego pomiaru ciśnienia mieszanki betonowej w deskowaniu
W proponowanym modelu, w funkcji celu, przyjęto następujące cechy (kryteria) mające, wg autora, decydujący wpływ na wybór deskowania:
-koszt zakupu (dzierżawy) elementów deskowaniowych,
-technologiczność deskowania (pracochłonność, sposób transportu elementów na budowie),
-nośność deskowania.
Koszty zakupu (dzierżawy) elementów deskowaniowychdo zaformowania danego fragmentu konstrukcji są powszechnym, często jedynym kryterium doboru deskowania. Decyzje podjęte na podstawie tylko kryterium kosztów nie należą do optymalnych.
Następnym czynnikiem uwzględnionym w modelu jest technologiczność deskowania. Pod tym pojęciem przyjęto określać zespół cech konstrukcyjno-materiałowych danego systemu umożliwiających sprawny montaż elementów deskowania tworząc tymczasową konstrukcję, której celem jest nadanie kształtu elementom betonowym i żelbetowym, zgodnego z zaprojektowanymi rozwiązaniami architektonicznymi i konstrukcyjnymi. W artykule, jako miarę technologiczności systemu deskowań przyjęto nakłady robocizny oraz nakłady pracy sprzętu przypadające na jednostkę powierzchni formowanej ściany [r-g/m2, m-g/m2]. W literaturze polskiej [8,10] brak jest praktycznie danych dotyczących pracochłonności związanej z montażem i demontażem poszczególnych systemów deskowań. Zawarte w KNR–ach nakłady [r-g/m2] dotyczące systemów PERI-Trio, PERI-Handset czy U-form nie wyczerpują nawet w części rzeczywistego zbioru deskowań oferowanych na rynku.


Fot. 2 Betonowanie „oddolne”; a) widok podłączonego rurociągu pompy do króćca usytuowanego w deskowaniu ramowym, b) widok betonowanej ściany sposobem „oddolnym” (MEVA)
W literaturze amerykańskiej [7] pracochłonność robót deskowaniowych ustalana jest w zależności od wielkości stosowanych form (paneli). Na przykład podczas stosowania deskowania drobnowymiarowego zaleca się przyjmować: 0,6-0,9 r-g na 1m2 powierzchni, natomiast dla deskowania wielkowymiarowego – 0,2-0,5 r-g/m2. Jak widać są to wartości przybliżone. W uzupełnieniu do powyższych danych podawana jest uwaga, w której zaleca się, aby podczas ustalania pracochłonności robót wykorzystywać dane z doświadczeń uzyskanych na innych budowach. W Niemczech niezależny instytut badawczy opracował katalogi „Handbuch Arbeitsorganisation Bau Helft” [5], w których podano nakłady robocizny podczas montażu i demontażu deskowań z uwzględnieniem podziału na producentów, systemy deskowań, a także z wyszczególnieniem poszczególnych elementów rozpatrywanego systemu. Na przykład w pozycji katalogowej dotyczącej systemu NOE-Top podawane są nakłady robocizny zawierające czas montażu i demontażu poszczególnych typów płyt, narożników stałych z podziałem na zewnętrzne i wewnętrzne, narożników przegubowych, ściągów, zamków, zastrzałów itp. W przedstawionym poniżej modelu matematycznym sposób wprowadzania danych zawierających pracochłonność montażu i demontażu elementów formujących oparty jest na ww. „katalogach niemieckich”. W Polsce około 90% stosowanych deskowań stanowią systemy producentów niemieckich.
|
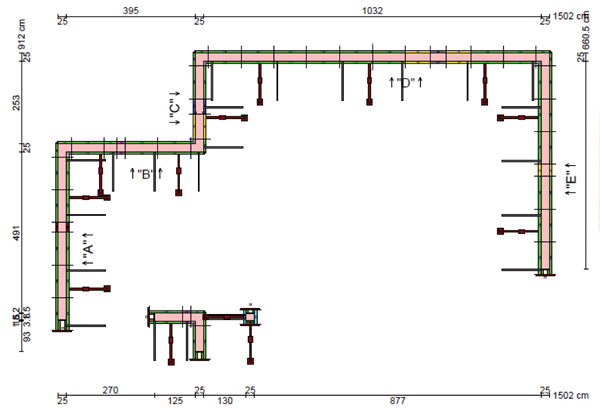
Opis parametrów
|
Wielkość
|
|
Wysokość ściany
|
281.0 cm
|
|
Ciężar deskowania
|
9351 Kg
|
|
Czas montażu
|
55:05 h
|
|
Czas demontażu
|
31:41 h
|
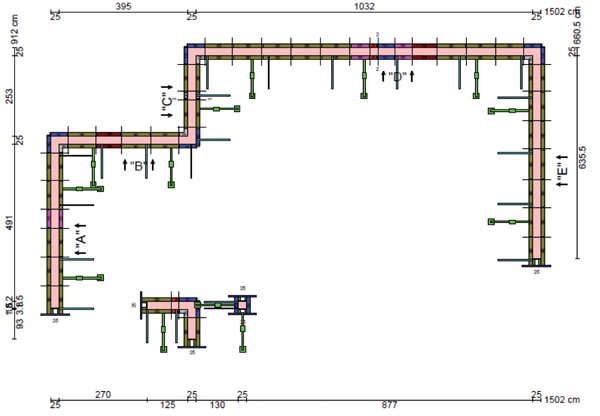
Rys. 2 Fragment ściany zadeskowanej przy użyciu systemu LOGO Paschal
Przykładem systemu deskowania charakteryzującego się dobrą technologicznością jest MegaNoe. Na rys. 1 przedstawiono pojedynczy panel tego systemu o wymiarach: 240,0 cm x 300,0 cm. Panel-kompakt zawiera w swoim zestawie wszystkie niezbędne do obsługi deskowania tzw. elementy złączne (zamki, śruby dystansowe i nakrętki), pomosty robocze i zastrzały stabilizujące. Po uniesieniu, przy pomocy żurawia i ustawieniu w przeznaczonym miejscu formowanej ściany, panel jest gotowy (z rozłożonymi rozporami i pomostem) do stabilnego zamocowania.
Kolejnym czynnikiem decydującym o wyborze deskowań jest wielkość ciśnienia (nośność deskowania) p [kN/m2] jakie jest ono w stanie przenieść podczas układania mieszanki betonowej. Projektant przed podjęciem decyzji o wyborze danego systemu deskowania powinien sprawdzić, czy w założonych warunkach technologiczno-organizacyjnych wykonywania konstrukcji deskowanie to przeniesie dopuszczalne ciśnienie. Podczas betonowania konstrukcji pionowych o znacznej wysokości, w celu kontroli, a także zapewnienia bezpieczeństwa pracy, korzysta się z przyrządów do pomiaru bieżącego ciśnienia mieszanki betonowej – fot. 1).
|
Opis parametrów
|
Wielkość
|
|
Wysokość ściany
|
281.0 cm
|
|
Ciężar deskowania
|
9091 Kg
|
|
Czas montażu
|
80:52 h
|
|
Czas demontażu
|
62:10 h
|
Rys. 3 Fragment ściany zadeskowanej przy użyciu systemu RASTER Paschal
Według zaleceń normy PN-EN 12181:2008 [13] wielkość ciśnienia jakie wywiera mieszanka betonowa należy obliczać według:
DIN 18218:1980-09,
CIRIA Report N. 108 Concrete pressure on formwork, 1985,
Manual de Technologie: Coffrage; CIB-FIB-CEB 27-98-83.
Należy zauważyć, że w 2010 roku ukazała się nowa norma DIN 18218:2010-0: Pressure of fresh concrete on vertical formwork, która zaleca podczas ustalania ciśnienia mieszanki w deskowaniu elementów pionowych, uwzględnić między innymi, parametry betonów samozagęszczalnych SCC oraz oddolny sposób wprowadzania mieszanki do formy – fot. 2.
W artykule nie wyodrębniono dodatkowych kryteriów wyboru jak jakość i bezpieczeństwo robót. Przyjęto, że te dwie cechy powinny spełniać wszystkie deskowania; wynika to z prawa budowlanego (bezpieczeństwo) i odpowiednich norm [4,13,15].
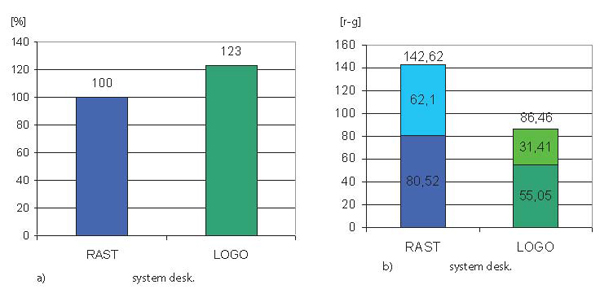
Rys. 4 Graficzna interpretacja analizy porównawczej stosowanych systemów deskowań: a) analiza kosztowa, b) analiza czasowa
Budowa modelu
Model matematyczny składa się z funkcji celu i warunków ograniczających. Funkcję celu stanowi wyrażenie definiujące wskaźnik ilościowy wyrażony w jawnej postaci analitycznej i przedstawia koszty związane z wykonaniem robót deskowaniowych, na które składają się: zakup deskowania (dzierżawa), koszty transportu deskowania na budowę, koszty montażu i demontażu elementów formujących, a także koszty transportu elementów w obrębie budowy. Warunki ograniczające podane są w postaci nierówności oraz równań. Wyrażają one parametry, zależności jakie powinien spełniać analizowany system deskowaniowy. Są to przede wszystkim wskaźniki charakteryzujące konstrukcję płyt formujących jak ciężar, geometrię, nośność. Warunki ograniczające wyrażają także zależności organizacyjne, jakie powinny być spełnione podczas wykonywania robót. Zależności te wynikają z warunków terenowych oraz klimatycznych w jakich realizowana jest budowa, terminów zawartych w kontraktach i innych wynikających z wymagań zleceniodawcy.
Założenia do budowy modelu:
Załóżmy, że na etapie projektowania mamy możliwość użycia następujących systemów deskowań: S1, S2,…, Si,…,Sm, i=1,2,…,m.
Poszczególne systemy deskowań są charakteryzowane przez parametry techniczne określające ich przydatność do deskowania elementów budynku. W przypadku deskowań ściennych parametrami tymi są:
-dopuszczalne ciśnienie jakie może przenieść deskowanie pi [kN/m2],
-wysokość elementów; często w danym systemie deskowań tzw. element podstawowy jest dostosowany do wysokości typowych kondygnacji np. budownictwa mieszkalnego oraz ogólnego hi,
-ciężar podstawowej płyty rozpatrywanego systemu  (e =1,2,…,ai),
(e =1,2,…,ai),
-sposób betonowania, np. oddolny,
– powierzchnia płyt oraz akcesoriów będących w dyspozycji oferenta (stan magazynu) Fi, (i=1,2,…,m). Powierzchnię Fi określa sumaryczna powierzchnia wszystkich typów płyt (np. płyt różnych wymiarów) tworzących dany system i.
(1)
Gdzie:  – oznacza powierzchnię e-tego typu płyty, i-tego systemu,
– oznacza powierzchnię e-tego typu płyty, i-tego systemu,
 – liczbę elementów e-tego typu płyt, i-tego systemu.
– liczbę elementów e-tego typu płyt, i-tego systemu.
Załóżmy, że dysponujemy liczbą n rodzajów Zj sprzętu montażowego do transportu deskowania j=1,2,…,n.
Każde więc zadanie montażu deskowania realizowane będzie w sposób zależny od układu (Si, Zj), tj. systemu deskowania oraz rodzaju sprzętu montażowego.
Warunkiem niezbędnym zastosowania i-tego systemu deskowań do wykonywania danego elementu obiektu jest spełnienie zadanych wymogów technicznych, organizacyjnych, ekonomicznych i jakościowych.
Wprowadźmy zmienną binarną wyboru
Rozwiązanie problemu sprowadza się do wyznaczenia minimum następującej funkcji:
min
 zł.(2)
zł.(2)
i=1,2,…,m
j=1,2, …,n
przy warunkach brzegowych:
 xij = 1, j=1,2, …,n (3)
xij = 1, j=1,2, …,n (3)
 xij =1, i=1,2,…,m, (4)
xij =1, i=1,2,…,m, (4)
pij ≥ pmin, (5)
Gij ≥ Gmax, (6)
Fij ≥ Fmin, (7)
tij < tdop, (8)
gdzie:  – koszt robocizny przy zastosowaniu i – tego systemu deskowań i = 1,2, …, m i użyciu j-tego rodzaju maszyny montażowej j=1, 2, …, n,
– koszt robocizny przy zastosowaniu i – tego systemu deskowań i = 1,2, …, m i użyciu j-tego rodzaju maszyny montażowej j=1, 2, …, n,
 – koszt dzierżawy i – tego systemu deskowań
– koszt dzierżawy i – tego systemu deskowań
 – koszt pracy j-tego rodzaju maszyny montażowej przy zastosowaniu i – tego systemu deskowań,
– koszt pracy j-tego rodzaju maszyny montażowej przy zastosowaniu i – tego systemu deskowań,
tij – czas realizacji ścian przy zastosowaniu i-tego systemu deskowań przy zastosowaniu j-tego rodzaju maszyny montażowej,
tdop – dopuszczalny czas realizacji ścian – wynikający z analizy sieciowej przedsięwzięcia,
Ograniczenie (3) określa, że stosowany jest tylko jeden system deskowań w danym rozwiązaniu, natomiast ograniczenie (4) oznacza, że do danego systemu deskowań używany jest tylko jeden rodzaj maszyny montażowej.
PRZYKŁAD
Na rysunkach 2 i 3 przedstawiono fragment konstrukcji ścian zadeskowanych dwoma systemami deskowań, których producentem jest PASCHAL: LOGO – rys. 2 i RASTER – rys. 3. Obok rysunków przedstawiono wielkości czasów deskowań (Forming Time) oraz wielkości czasów rozdeskowń (Dismantling Time) jakie są niezbędne przy zastosowaniu danego systemu deskowań.
Na rys. 4a) przedstawiono wyniki analizy kosztowej tj. koszty dzierżawy poszczególnych systemów deskowań użytych do zaformowania tego samego fragmentu ściany. Rysunek 4b)
zawiera analizę czasową – nakłady pracy na montaż i demontaż elementów poszczególnych systemów.
Zakończenie
Coraz powszechniej stosowana technologia budownictwa monolitycznego oraz związany z tym rosnący rynek producentów deskowań sprawiają, że w procesie projektowania istnieje potrzeba wykorzystywania algorytmów umożliwiających optymalizację doboru deskowań. Przedstawiony model matematyczny umożliwia znalezienie racjonalnego systemu deskowań ramowych do wykonywania elementów pionowych z uwzględnieniem uwarunkowań technologicznych i organizacyjnych wprowadzonych przez inwestora. Istotnym ograniczeniem stosowania modelu jest brak danych dotyczących pracochłonności montażu i demontażu elementów w poszczególnych systemach deskowań. Problem ten można rozwiązać na dwa sposoby: zbudować własną zakładową bazę danych, lub – na wzór niemiecki – zlecić niezależnemu instytutowi opracowanie norm nakładów rzeczowych na wykonanie konstrukcji betonowych w systemach deskowań funkcjonujących na budowlanym rynku polskim.
Zygmunt Orłowski
AGH Akademia Górniczo-Hutnicza im. St. Staszica w Krakowie
Tadeusz Wrzos
NOE-PL Sp.z o.o.
Krzysztof Turczyniak
NOE-PL Sp.z o.o.
Literatura
1. ACI-347. Pressure on formwork, ACI Manual of Concrete Practice. Part 2; 2000.
2. CIRIA Report N. 108 Concrete pressure on formwork, 1985. London: Construction Industry Research an Information Association; 1985.
3. DIN 18218. Frishbeton auf lotrechte pressure of concrete on vertical formwork. Berlin; 1980.
4. A. East: Softy – a formwork issue. Concrete, May, 2003.
5. Handbuch Arbeitsorganisation Bau Helft 1.03 Rahmenschalung Richtzeten, Zeittechnik – Verlag GmbH, 2003
6. Wł. Kiernożycki: Betonowe konstrukcje masywne. Teoria, Wymiarowanie Realizacja. Polski Cement Sp. z o.o., Kraków 2003.
7. L. Koel Conrete Formwork. American Technical Pub. Washington, 2004.
8. R. Marcinkowski, A. Krawczyńska: Koncepcja optymalizacji wykorzystania deskowań w wykonawstwie monolitycznych konstrukcji betonowych, Materiały, technologie i organizacja w budownictwie. Tom III, str. 272-280. Wydawnictwo Politechniki Białostockiej, 2007r.
9. Z. Orłowski., T. Wrzos: Dobór deskowań stropowych na przykładzie oferty firmy NOE. Materiały Budowlane nr 8/99. Str. 42-44.
10. Z. Orłowski: Podstawy technologii betonowego budownictwa monolitycznego. Wydawnictwo Naukowe. PWN. Warszawa 2010.
11. R.L Peurifoy, C.J. Schexnayder, A. Shapira: Construction Planning, Equipment, and Methods. McGraw-Hill,Singapure, 2011.
12. PN-EN 1065 Regulowane teleskopowe podpory stalowe. Charakterystyka, konstrukcja i ocena na podstawie obliczeń i badań.
13. PN-EN 12812: 2008 Deskowanie – Warunki wykonania i ogólne zasady projektowania (oryg.)
14. PN-EN 13670-1:2011 Wykonywanie konstrukcji betonowych – Część 1: Uwagi ogólne
15. L. Rowiński: Technologia i organizacja procesów inżynieryjnych budownictwa przemysłowego. Skrypty Uczelniane. Politechnika Śląska. Gliwice 1996.
16. J. Szwabowski, J. Gołaszewski: Technologia betonu samozagęszczalnego. Polski Cement, Kraków 2010.





